4000w半導體激光器熔化工藝研究
一、研究目的
針對4000w半導體激光器,研究其進行激光熔焊時的焊接能力,并對可焊厚度各板材進行拼焊試驗,分析其焊接質量。
二、設備、材料及方法
設備:長光華芯4000w半導體激光器,400μm光纖,200mm聚焦鏡,聚焦光斑直徑0.8mm;
材料:Q235、SUS304 1-6mm板材,1mm6061鋁合金;
方法:先采用6mm平板堆焊方式進行試驗,初步確定焊接能力,然后對能力范圍內各厚度板材進行拼焊,測試其最高焊接速度,并輸出焊接工藝參數表。
三、研究結果
3.1 平板堆焊試驗結果
表1 平板堆焊試驗結果
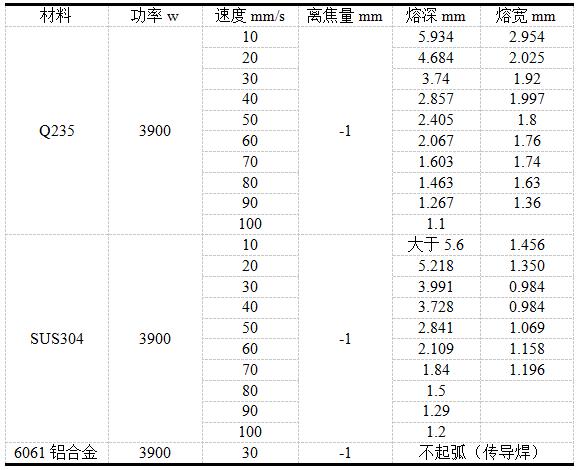
表1中測量結果按圖1所示方式測量,熔寬去掉焊縫釘子頭后測量。
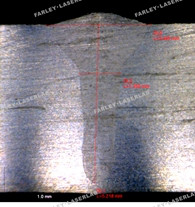
圖1 熔深熔寬測量示意圖
對表1試驗結果進行分析,如圖2所示:
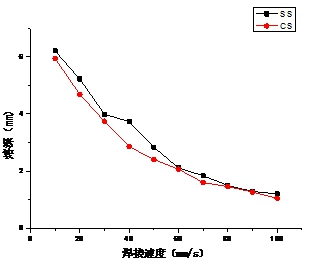
圖2 熔深隨焊接速度的變化(平板堆焊)
從圖2可以看出,4000w半導體激光器焊接Q235與SUS304兩類材料時,1mm板焊接速度達6m以上,最大熔深達6mm,且同厚度下,不銹鋼焊接速度略高于碳鋼材料,材料厚度越小,差異越小,主要原因為導熱系數的差異。
3.2 拼焊試驗結果
根據平板堆焊試驗結果,選取適當參數對各厚度板材進行拼焊試驗,測試最高焊接速度,實驗結果如表2及圖2所示:
表2 拼焊試驗結果
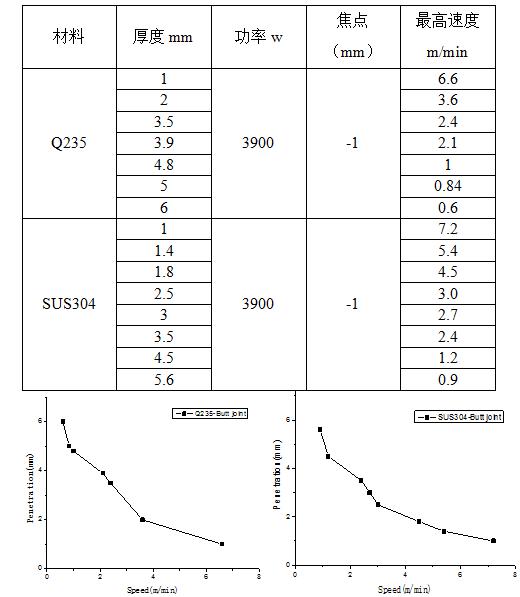
圖3 熔深隨焊接速度的變化(拼焊)
拼焊時,兩種材料的焊接速度與平板堆焊時有一定差異,因為拼焊時拼縫間隙的存在使焊接速度有所提升。以上拼焊參數均在拼縫間隙小于0.1的的條件下完成。
各焊縫截面形貌如圖4、5所示:

圖4 各厚度304不銹鋼焊縫截面形貌

圖5 各厚度Q235焊縫截面形貌
從圖4與圖5可以看出,該激光器焊接時,焊縫表面平整,焊縫熔深方向釘子頭趨向不明顯,焊縫深寬比較小。分析原因為焊接光斑較大,且能量分布均勻所致。
四、結論
1、4000w長光華芯半導體激光器最大焊接能力為6mm碳鋼和不銹鋼,鋁合金焊接能力較弱,適合0.5mm左右薄片熱傳導焊接。
2、該激光器焊接時因聚焦光斑較大,達0.8mm,焊接時飛濺小,成型較好,且熔寬較大,但速度會有所犧牲。該類焊縫應更適合夾套焊接等應用。